Every industrial facility that runs pumps eventually faces the same problem: mechanical seals fail. The question is not whether to deal with seal failures, but how much they are costing you — in downtime, in maintenance labor, in compliance risk, and in the consequences of fluid reaching places it should not.
The core question, then, is not whether magnetic drive pumps are good — they are, in the right context. The question is whether your specific application is one where their advantages matter enough to justify the switch.
What’s Actually Being Solved in Mechanical Seal Failure
Mechanical seal failure is one of the most consistently expensive maintenance problems in process engineering. Industry estimates put rotating equipment seal failure ...
I still remember the first time I had to choose between a strain gauge and a torque sensor. It was a cramped motor lab. Old bench. Coffee gone cold. The project manager wanted answers by Friday. On paper the choice looked simple. In the real world it never is. Every project has its own personality. Speed. Budget. Accuracy. Abuse level. And usually a deadline that doesn’t care about any of that.
If you have spent time around test stands and factory motors you know this dilemma well. Torque measurement sounds straightforward until you actually have to do it. That is when questions start piling up. How accurate do we really need to be. Will this thing survive vibration. Can we install it without tearing the whole setup apart. And the big one. Will it still read the same after six months of h ...
Step into the world of precision engineering—where custom CNC machined parts transform raw materials into the sinews and bones of your next big project. Like a tailor crafting a bespoke suit, CNC machining offers an unparalleled fit for your specific requirements.
The prospect of holding your idea in your hands, not just on paper, is the realm where imagination meets implementation. But what options lie at your fingertips? Let's explore the paths to turning those digital blueprints into tangible assets.
Materializing Visions: The Alloy of Choice
Before the whirring of machines begins, your quest starts with choosing the right material—a decision as critical as selecting the foundation for a skyscraper. Each material whispers its own strengths and secrets, waiting to align with your proj ...
By using CNC-machined parts for your next engineering project, you can ensure precision, quality, and speed. So, let us take a look at three options for creating custom parts.
What Is CNC Machining?
Before we look at the three options available to you, it is worth briefly explaining what CNC machining is. CNC machining is short for Computer Numerical Control. It is a modern manufacturing method that involves the use of computer-controlled machinery to make custom parts.
The process begins with creating a CAD design
of the part you want to make. The design is then translated into g-code
and fed into the item of CNC machinery.
The machine then simply gets to work at creating your design with the utmost precision and consistency. The types of CNC machines
range widely – from mil ...
Although 3D printing feels like a relatively new development, there are lots of promising projects underway. A scheme to build 46 eco-homes has been approved in the UK’s first 3D printed development
, for example, and the same is happening in Australia to provide housing for remote indigenous communities in rural areas
.
But how can 3D printing be applied in business? Here’s a breakdown on how it can be used and the opportunities it creates.
What is 3D printing?
3D printing refers to technology that can form materials using computer designs. The earliest signs of 3D printing came about in 1981. Dr. Hideo Kodama created a rapid prototyping machine that built solid parts using a resin and a layer-by-layer system.
Using a bottom-up technique, the material is layered until a tangib ...
Hi Everyone! How are you doing, my friends? Today I bring a crucial topic for PLC programmers, technicians and engineers. We have been working together for a long time using ladder logic programming. We have completed together dozens of projects from real life and industry. One day I was thinking about what we have done in this series of ladder logic programming, and I came across that I missed talking about one essential topic ever. You know what? It’s the PLC troubleshooting and online debugging! After writing a ladder logic program for the project, you can imagine it should operate from the download moment 24/7. As usual, any system goes faulty one day. So we need to go through this matter, showing you how to find our PLC faults, troubleshoot, and go online with the PLC to figure out th ...
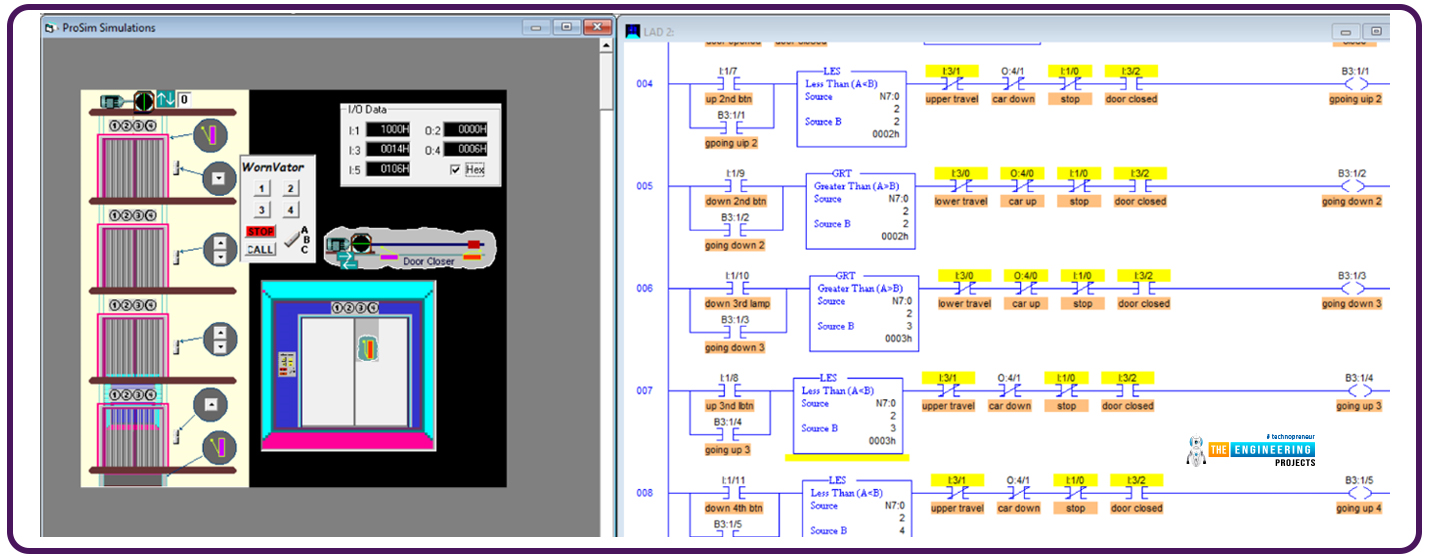
Hi, my friends and welcome back. I am happy to meet you again with a new tutorial of our PLC ladder logic programming series tutorials. Today we will complete what we started the last tutorial on the Elevator control project. We have a bunch of duties to complete together today. So let’s save time and jump into work immediately.
Project description:
Figure one shows the details that might help me describe the project between our hands. We have an elevator car that travels up and down and can stop on one of four floors based on the passengers’ requests. We have 6 push buttons on the wall next to the elevator door that can send requests to call the elevator. In addition, there is a control panel inside the elevator cabinet in which there are push buttons to request stations to reach floors ...
Hello, my friends and welcome back with one new tutorial of our ladder logic programming series. Today I am bringing one exciting project which you can see everywhere, in your home, work, and public places, which is an elevator. We will design a solution using plc ladder logic programming, which drives the elevator. Our elevator is composed of 4 floors and has all capabilities of large-scale elevators. So let’s get started and save time and jump into our tutorial.
Elevator Project
As you can see, Everyone figure 1 depicts the complete scene of the project and tells that the elevator we will manage has four floors to visit. On the first floor, there is only one outer request to call the car from any floor above, i.e. from floor 2, floor 3, or floor 4. While on the second floor, there are ...
The world of large format 3D printing is dominated by a few key players who have emerged as the pioneers in this rapidly growing industry. Below are some of the biggest large format 3D printing companies and how they stand to benefit from this revolution:
Stratasys: Stratasys is a leading provider of large format 3D printing solutions, offering a range of industrial-grade printers that are capable of producing high-quality prototypes and end-use parts. With its powerful proprietary Fused Deposition Modeling (FDM) technology, Stratasys is well positioned to capitalize on the growing demand for large format 3D Printing solutions.
HP: HP is one of the largest and most well-known technology companies in the world, and it has recently entered the larg ...
Hi, my friends. Welcome to share a new tutorial in our ladder logic programming series. Today we will discuss counters in ladder logic programming using an expert’s view. So let’s wear the glasses of an expert in ladder logic programming and look deeply into counters, the types of counters, their variables and bits. In addition, techniques of using counters to solve a different kinds of problems that need counting. And without questions like every time, we will enjoy practicing programming and simulating all about counters. So with no further delay, let’s jump into our tutorial and nail that counters.
Counters in real life
Tell me, guys, if you can imagine an industrial project or machine that does not need to count parts, products, or processing cycles. Actually, in most cases in indust ...