Master Reset Control in Ladder Logic Programming


























Introduction
Hello friends, I hope you are doing very well. Today we are going to learn and practice the master control reset (MCR)! So what is that MCR? Well! This is a tool you might use to control a group of devices with one push button for performing fast emergency responses with one click for a group of devices in one zone. In another word, you divide the program into zones and put this zone between a master control to control their operation as one unit by one contact. This technique is useful for applying emergence stops and also protecting some equipment by applying a safety restriction to not operate when that condition is in effect.
The concept of the master control reset (MCR)
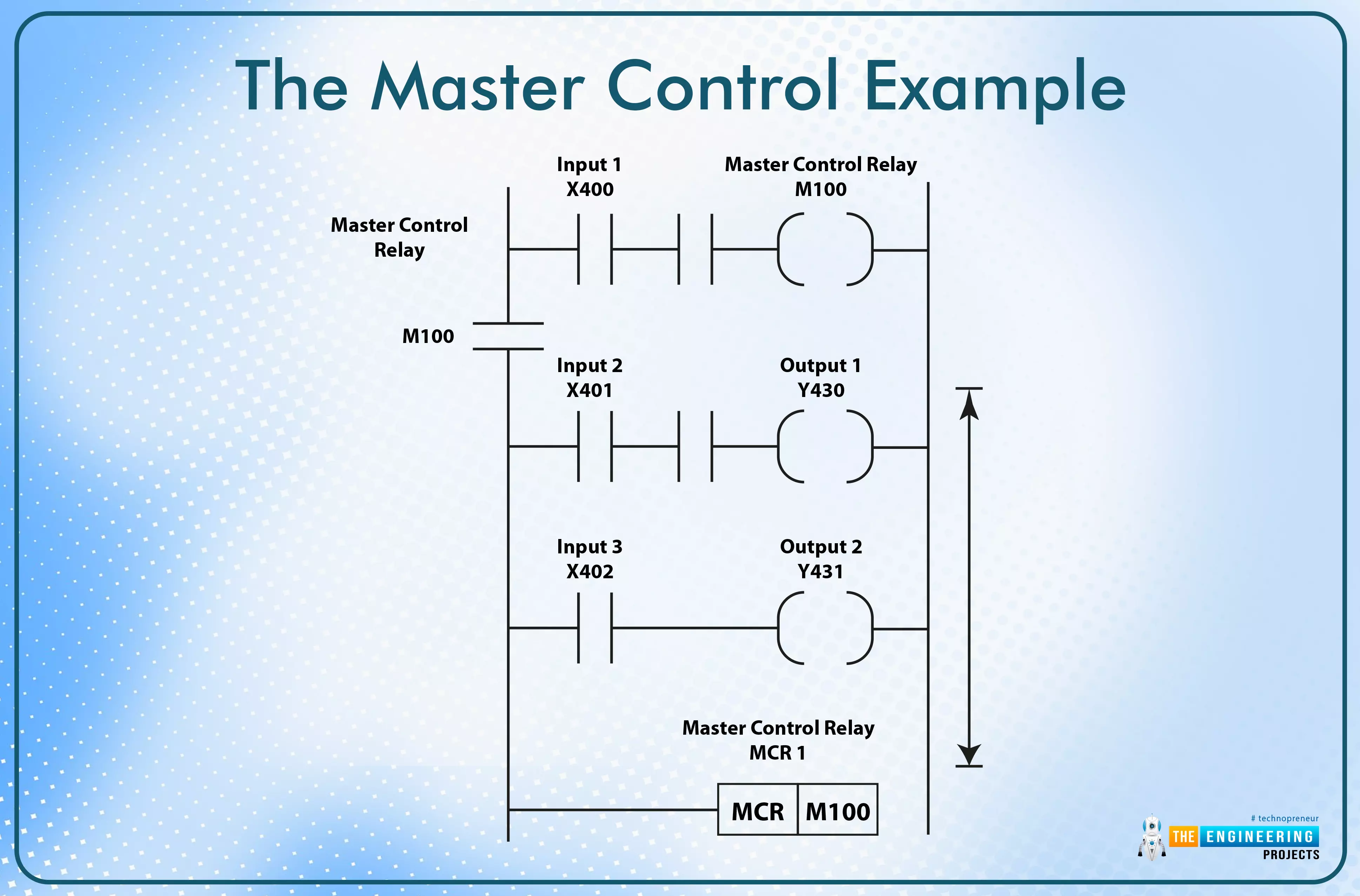
Figure 1 shows the master control relay in a ladder logic showing a couple of rungs between the master control and master control reset to be controlled as one zone by master control. for example, input 1 enables the master control relay M100 which is the only way to relay the hotline of power to rungs 2 and 3 as shown in the figure. When input 1 is on, the master control relay is energized. Therefore, input 2 and input 3 can energize output 1 and output 2 respectively. But, if input 1 is off, the master control relay is off. Therefore, rungs 2 and 3 are disconnected from the power. Therefore, even if input 2 and input 3 are on, outputs 1 and 2 will not energize because of a missing connection to power via master control relay M100. To sum up, there is a zone that contains a couple of rungs, these rungs are not enabled without master control enabled. Also, fig. 1 shows the structure of the master control and master control reset to have one rung to enable the master control relay and one rung at the end to represent the master control reset and declare the end of the zone that is under master control. and the code or rungs that are located between the master control and the master control reset is the zone that we need to control its running based on master control. So, if the master control is not true, the code in that zone between the master control and the master control reset will be bypassed and the next instruction after the master control reset instruction will be executed.
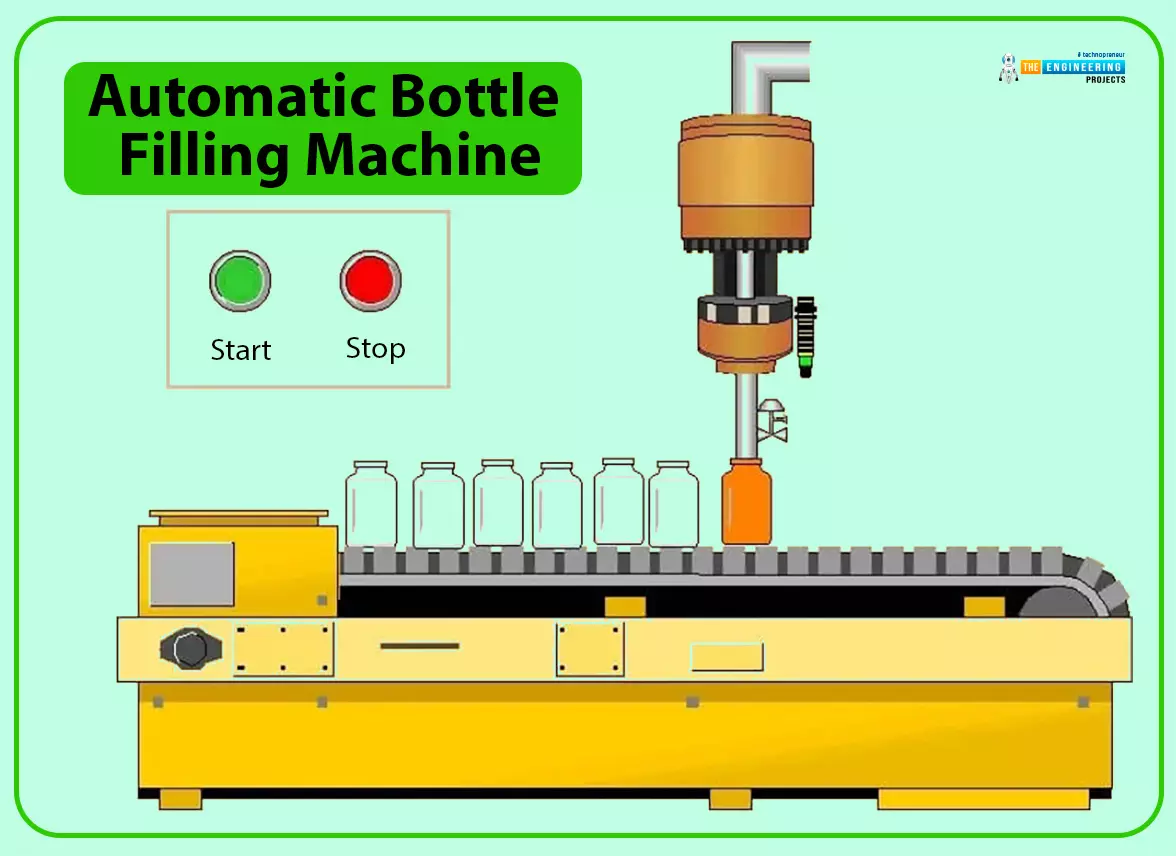
So we want to go further in demonstrating the master control reset by a practical example from real life. Figure 3 shows a practical example of real-life in the industry of which automatic bottle filling process. So what does master control have to do with such a process? Will! That is a good question because it tells me you understand master control reset and are with me on the same page. So, as you can see, there is the start and stop pushbuttons and we need to use master control to control starting and stopping the whole process regardless of the status of individual inputs and sensors. by having such control, we can stop the process in any emergency case or for doing maintenance. The sequence of the process is to start moving the conveyor by hitting the start push button. The conveyor keeps running until the proximity sensor comes ON. At that time, the valve will open for 5 seconds and then the conveyor continue moving again after 5 seconds and continue for 3 bottles repeating the same process. But if there is an emergency happens, there should be a way to stop the process including moving the conveyor, and opening the valve even if all conditions to do are met. Well done! You are correct, master control and master control reset should bracket the process to be enabled and disabled when that emergency comes to happen.
Master control in ladder logic
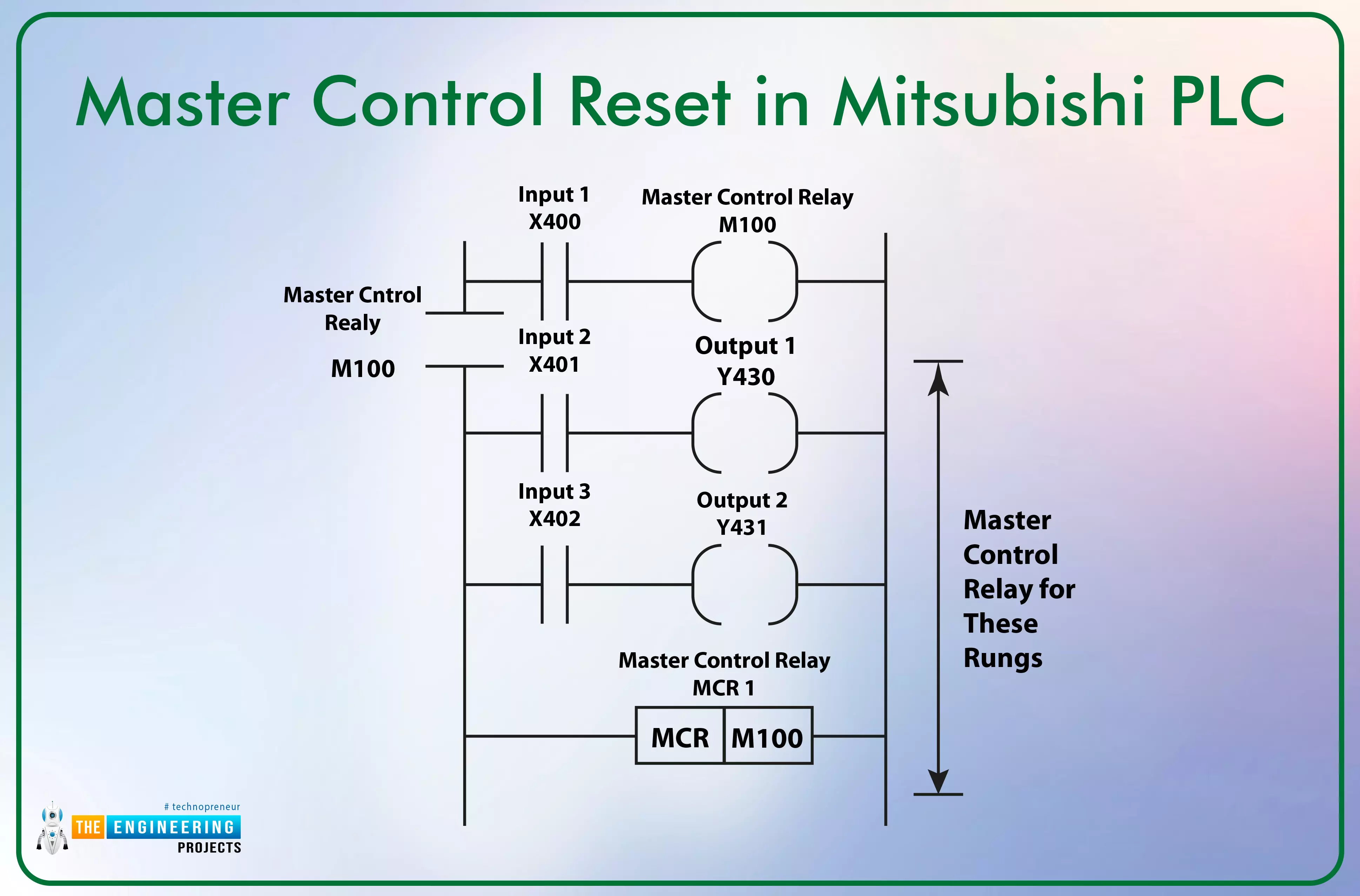
Master control and master control reset are the same concepts. However, a few differences you can notice in ladder logic from one plc brand to another. For example, Fig. 4 shows the ladder logic code of a master control reset in Mitsubishi PLC. You can notice the same concept has been applied. A zone of a couple of rungs is surrounded by master control and master control reset instructions based on master control relay M100. Input 1, X400 enables the master control relay M100. And rungs 2 and 3 are included in the zone under master control.
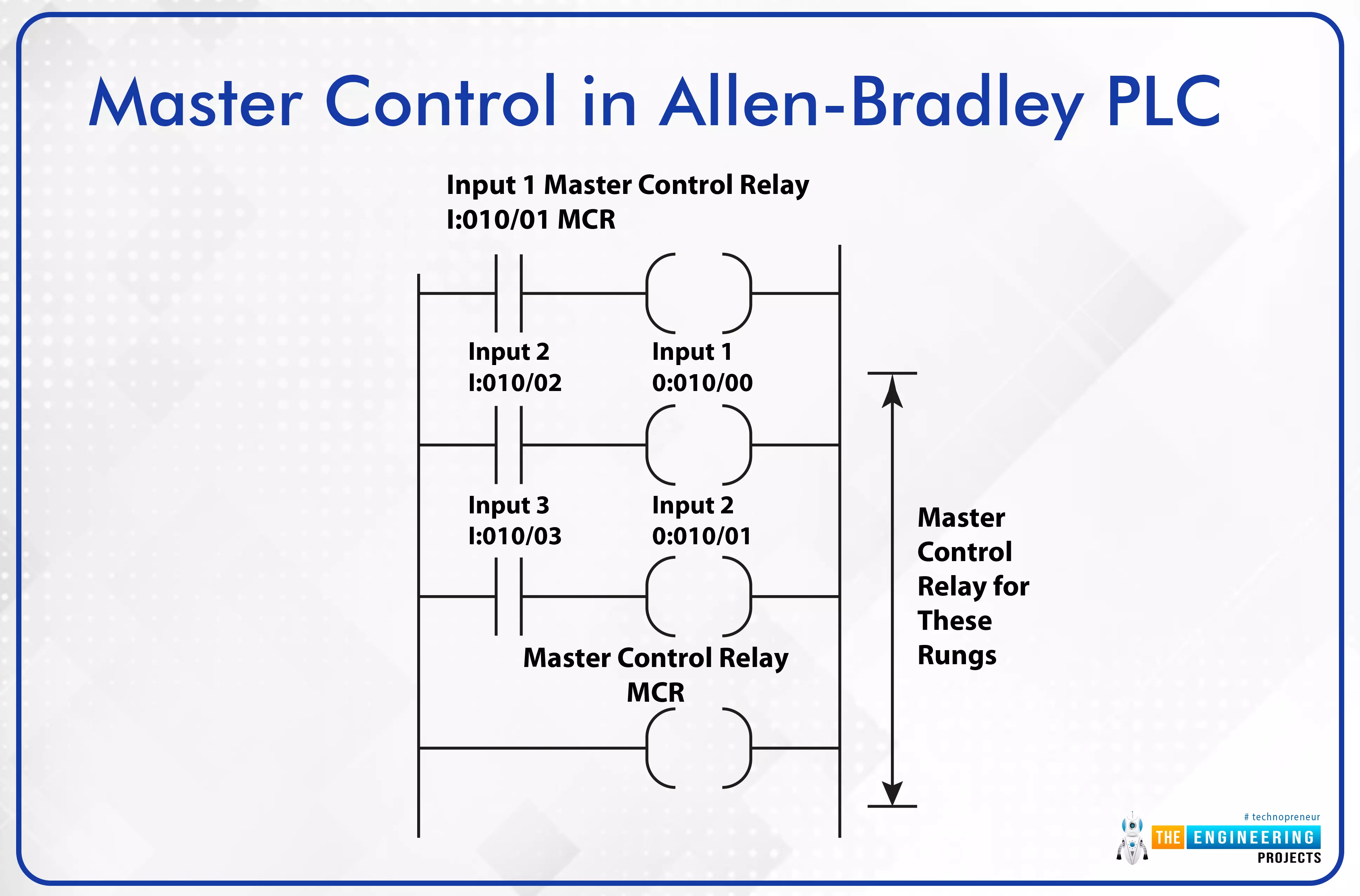
On the other hand, master control and master control reset look a little bit different in Allen-Bradley as shown in fig.5. However, you can notice the same concept is applied by having the zone that includes a couple of rungs between the master control relay and master control reset for enabling or disabling that zone based on the logic and situation.
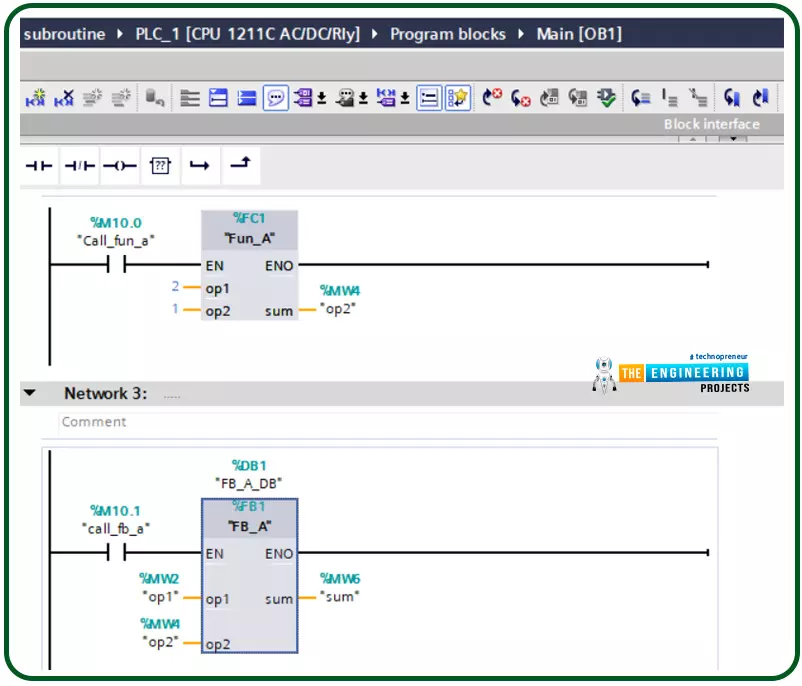
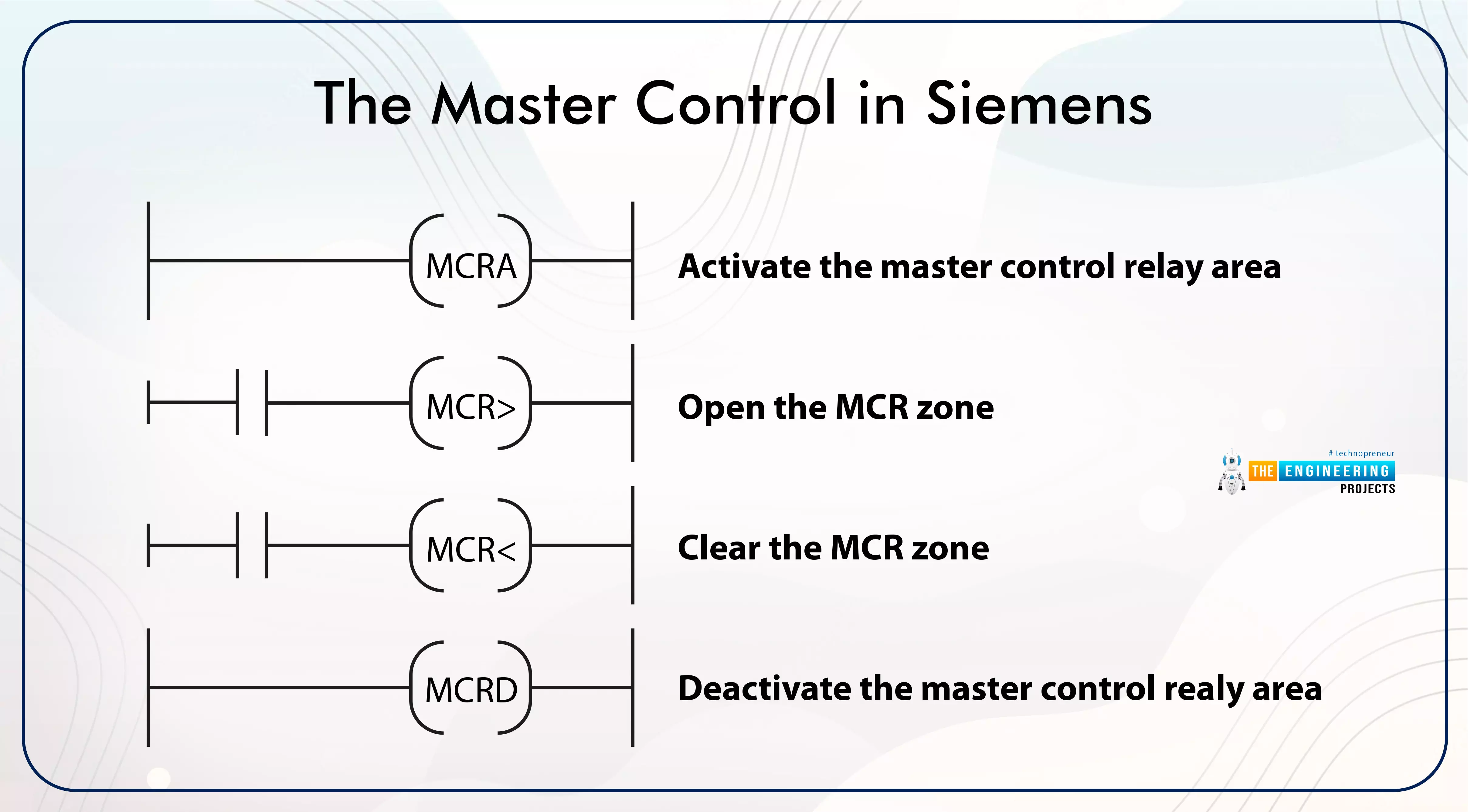
Also, Siemens shows a few differences in ladder logic of master control as shown in Fig.6. however, the same concept is thereby enclosing the code to be controlled in a zone preceded by enabling to master control relay and followed by a master control reset to clear that master control and show the end of the controlled zone.
Practice Ladder logic example
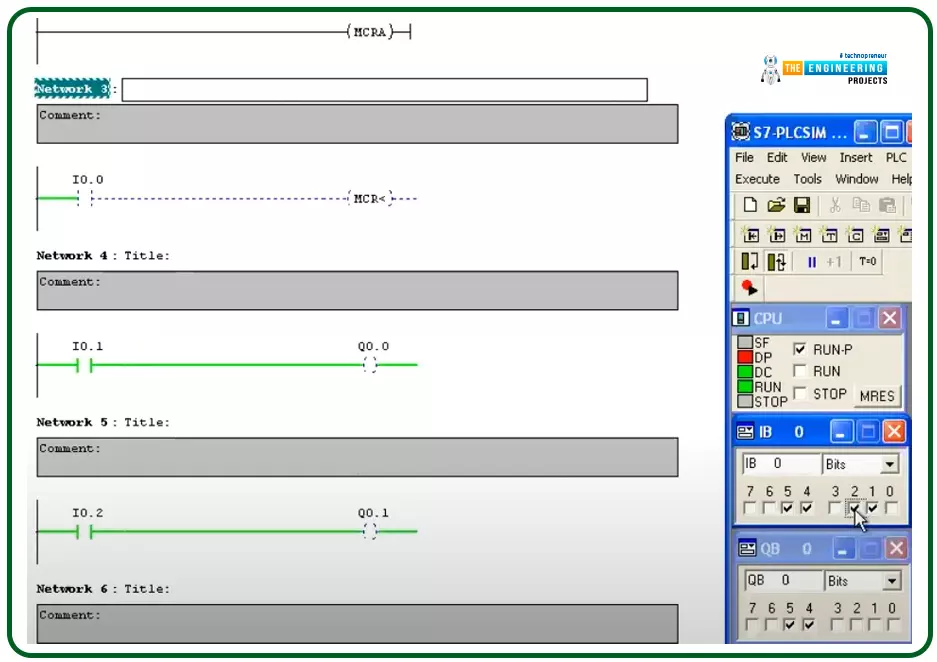
Guys, it is now the time to enter our lab and enjoy practicing the master control and master control reset by using our simulator as usual for validating our understanding of what we have gone through in this tutorial on ladder logic programming. In the example simulated below and shown in fig. 7, we have designed simple master control and master control rest to have master control of running of Q0.0. you can notice that, despite input I0.1 being true, Q0.0 is not energized because master control is not enabled or in off status. So what happens if we enable master control by switching on input I0.0?
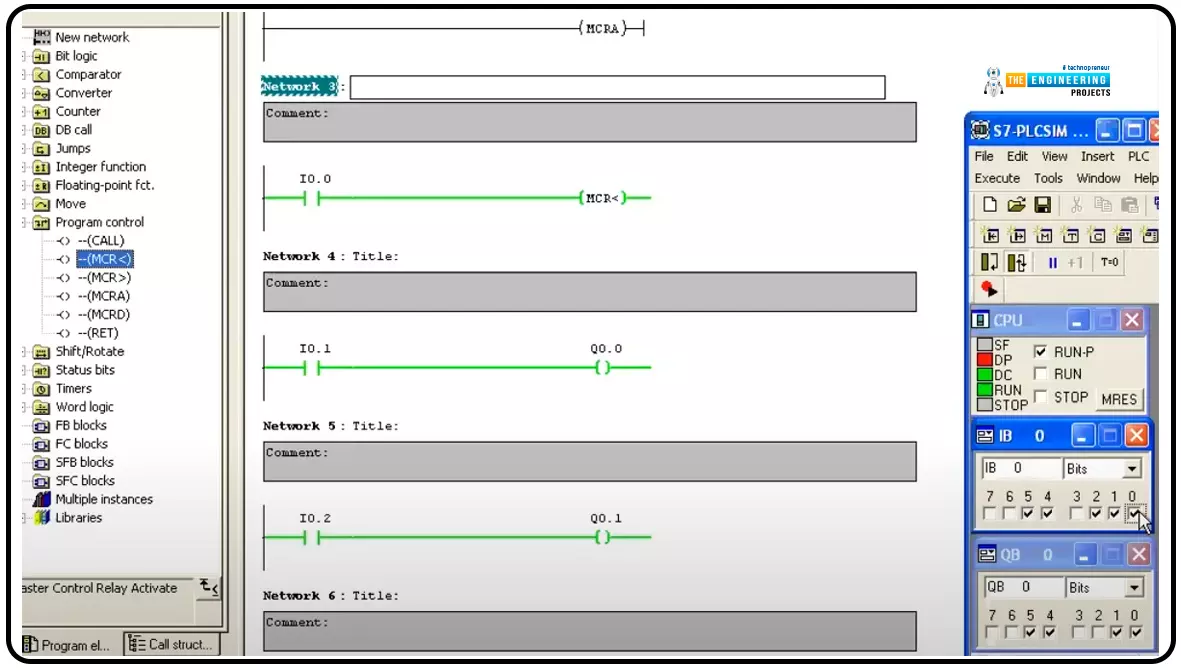
Yes, you are correct! The output Q0.0 will now work after enabling the master control by turning input I0.0 on as shown in Fig.8.
What’s next???
Let me thank you guys for following up until this point and because your knowledge of ladder logging is getting increase every single tutorial, I would like to announce that, the next tutorial will be about one of the very advanced levels of ladder logic programming which is for expert and I thought you are now. The sequencer output instruction in ladder logic is our topic for the next tutorial in which we will learn and practice how to, massively output data sequentially to outputs. Please do not worry if that is not clear for now and just be there to go through it step by step and enjoy practicing one topic for an expert ladder programmer.