Hi friends and hope you are doing very well. Today we would like to take one tutorial which is very essential in the industry which is analog input processing for handling analog measurements of physical signals like temperature, humidity, pressure, distance, flow and level of liquids, etc. Typically, sensors produce two types of analog signals to represent the equivalent measured signal which is current and voltage signals. The currently produced signals would be within the range of 4-20 mAwhile voltage signals are in the range of 0-10 v. because, that output signals represent physical signals, the limits of output signals are 0 to 10 v for voltage based sensors and 4 to 20 mA for current-based sensors, these values should be scaled to represent ...
Believing in the essence of timers in ladder logic programming, we come today with a new tutorial in which we are going to show you all about timers, the types of timers, what’s inside timers’ block of parameters, variables, and bits. In addition, techniques for using timers will be explored, and for sure, we are going to practice what we learn using the simulator. So let’s get started with our tutorial.
Timers in ladder logic programming
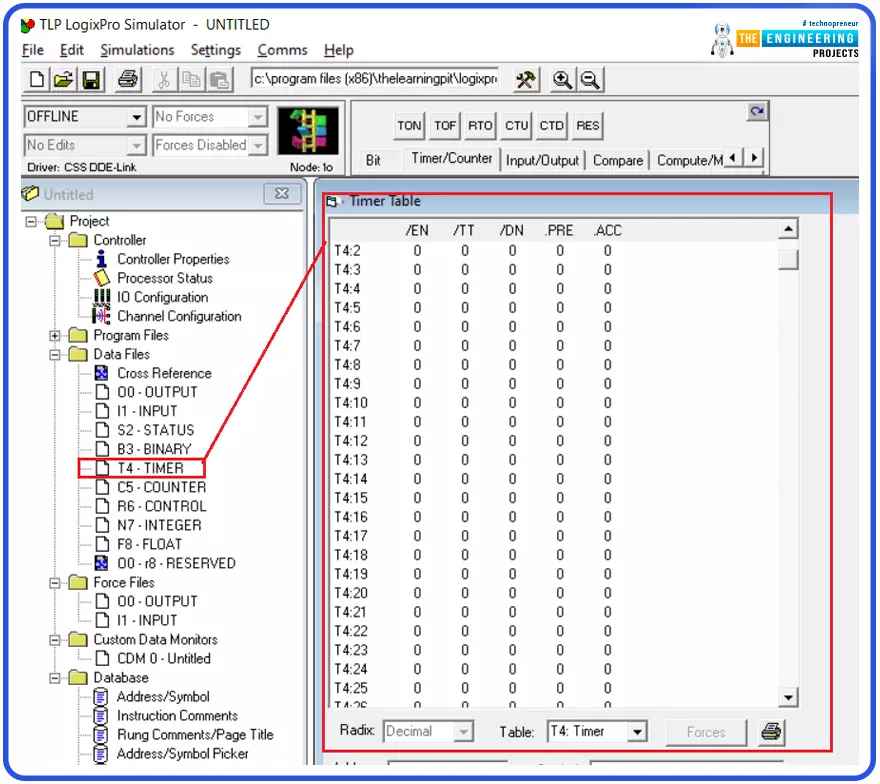
Guys, this is not the first time we’ve talked about timers. However, this time we are going to look into timers deeply and use the glasses of practical approach. So figure 1 shows the most important types of timers in ladder logic from left to right: the on-delay, off-delay, and retentive timers. There are differences in functionality. However, they all ...
Hello friends, I hope you all are fine. Today, we are starting a new tutorials series on Ladder Logic Programming, used in PLC. It's our first tutorial in this series, so we are going to have a look at the detailed introduction to PLC and ladder logic. After welcoming every one of engineers, technicians, students, and hobbyists who have come to read this article willing to learn PLC programming, I would like to introduce one of the most used programming languages of PLC. The language we introduce here is a visualized language that connects and combines graphical symbols in logical flow same as the way we wire electrical circuits and that is the secret behind its simplicity not only in implementation but also in diagnosing problems.
Ladder Logic Pro ...
Hello friends, hope you all are having fun with your lives. Today, I am going to share links related to PLC projects. I have shared few PLC projects on my blog so here on the post I am gonna compile a list and will post all the PLC projects posted till now. I will keep on updating this list so stay tuned.
All the PLC projects posted here are completely designed by our team so if you wanna copy them then you are most welcome but do mentioned the link of respective project as a favor. Its not a very big list rite now but I am gonna update more projects real soon and will update the list. So, let's get started with PLC projects:
PLC Projects
Here's the complete list of PLC projects posted till now on our blog:
Introduction to PLC.
Introduction ...
Hello friends, welcome back to our tutorials on PLC ladder logic programming. Today we will talk about batch process control and take one project from our factory to understand, implement, and simulate. So without any further delay, let’s jump into the tutorial by asking what is batch process is if it is different from other online processes. Well! The batch process is defined as a process that starts by operating continuously till the end of the cycle without any interaction with the users. For you guys, it’s cool to know that most of the processes you might meet in the industry of batch-type processing. Do you like me to give an example? Well! The Silo cement process is a batch process, and food and beverages manufacturing are also good examples of batch processes. So what do we have tod ...
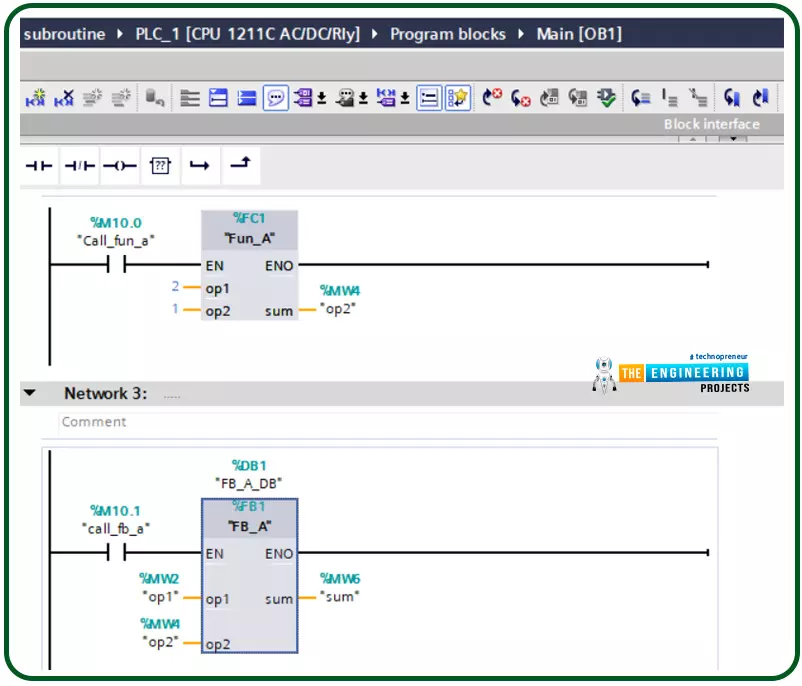
Hello friends, after completing that basic part of ladder logic programming, let us today go through one topic which is not essential to know to complete a PLC ladder program but it is important t have our code readable program and reusable pieces of code. That could happen by using what so-called a subroutine. So what is a subroutine? Well, it is a piece of code that includes a few rungs to perform specific tasks. that piece of code can be reused numerous times through the program when we need to call it for performing that task. That subroutine enables us to structure our code like building blocks so that the program will be readable very easy and also reusable later in other projects. The idea of dividing the program into routines to apply the divide and conquer technique is very crucia ...
Hello friends! We hope you are very well! Today we are here for complementing our knowledge with one of the most important topics in PLC programming and practice its implementation in PLC ladder logic programming. Our topic today is about counters which help us to know the production size at any time, the repetition of specific tasks and events. Many real-life situation problems need counter like garage capacity should be tracked by using counters to report how many cars are inside and if there is room for incoming cars or it's full. Another critical problem is to count the repetitive tasks and events in manufacturing. Furthermore, counting products and pieces for taking an action like performing maintenance, stop operation, turn over to next prod ...
Hello everyone, and welcome back with a new tutorial in our ladder logic programming. Today we will continue the bottle line production line using ladder logic programming. Let me remind you, everyone; we have seen how to utilize the bit shift left instruction BSL to save the data that describes the state of a bottle, including the present state, size state, either large or small size and the excellent and broken state as well. And also we utilized these states to energize the large bottle and scrap solenoid to divert the bottles to the appropriate position and conveyor. At the end of the day, we have separated small, large, and scrap bottles. Today we are going to manage the scraping of the broken bottle.
Bottle line Scraping management
In each bottle line process, we have a common and ...
In the previous post Logical Gates in Ladder Logic for PLC, we had an overview of what is Ladder Logic programming and we have also implemented three basic Logical gates in Ladder Logic form. Today, we are gonna have a look at some complex Logical Gates in Ladder Logic for PLC. So, I hope till now you guys have basic knowledge of Ladder Logic and can implement complex logical gates in it. If you haven't read the previous post then must read because without that knowledge you won't understand this post.
In today's post we are gonna implement few complex logical gates. Its not gonna be much difficult if you have the basic concepts. I am just pointing out few important points here. While implementing any gate in ladder logic, always consider rung as ...
Hi friends, today we are going to explore mathematical computations in ladder logic. Like in any programing language you should find logic and mathematic computations, here in PLC programming you often need to process the input data that is collected from reading analog devices like temperature, level, flow et cetera. Then you need to run some calculations on this data to derive some other variables for deciding to run or stop some device or even to determine analog output to output to analog device i.e. valve or actuators. In the following sections, we are going to explore the mathematical functions and their input operators and outputs as well. Then we will show how to utilize such functions in ladder logic with simple examples and as usual enjoy practicing them thanks to the PLC simula ...